



- 雷达液位计料位计系列产品
- 压力/液位/差压/密度变送器
- 液位仪表系列
- 流量仪表系列
- 物位仪表系列
- 液位/温度/压力/流量-报警仪
- PLC/DCS自动化控制监控系统
- GPRS无线远传装置
- 有纸/无纸记录仪系列
- 温度仪表系列
- 分析仪|检测仪|校验仪系列

全国销售热线:400-9280-163
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com




磁翻板液位计在静水压试验中需要注意的常见问题及应对措施
发表时间:2019-09-18 点击次数:1125 技术支持:1560-1403-222
磁翻板液位计可用于各类容器和罐体的流体的闭启,并且现场对于磁翻板液位计的需求量很大,所需的型号也各有区别不同,是保证油气生产稳定进行的重要设备之一。因此,磁翻板液位计在投产时要进行必要的试压试验,确保生产中运行的液位计的可靠性。本文对静水压力试验时一些问题进行了深入的分析,找出了引起质量问题的主要原因,多为密封压力降超出标准、强度试验产生泄漏。在对液位计进行试压时,一些门闸板和管座的材料质量和标准要求内容产生很大的差异。提高在对液位计进地装配时管控好管体和密封副相互间的误差,提高产品的制造加工精度,同时保研磨精度,对装配精度进行有效的控制,从而提升液位计的整体密封性能。
上一条:磁翻板液位计在出厂前是如何对于其密封性能进行检测的?
下一条:差压变送器原理简述、常见故障分析及正确进行校检校准
1 磁翻板液位计的主要组成部件
磁翻板液位计主要划分为止回管、井口闸管和节流装置等多种方式,井口闸管是应用zui多的类型。高压井口闸管依据闸板进行分类的为楔形闸管、平板闸管。而平板型式的闸管又可以划分为明、暗杆平板液位计,主要的构成部件为管座、管杆、管体等。
2 磁翻板液位计质量检验过程中的质量问题
对入库的磁翻板液位计320 只,进行压力检验后质量合格的为 262 只,不合格的液位计为 158 只,检验的合格率可以达到 81.86%。再对不合格的液位计进行二次压力检测试验,可达到合格为 141 只,仍然不合格的为17 只。对剩余的不合格液位计进行三次以上检验。对 17只达不到检测合格标准的液位计质量原因进行统计分析,在静水压力强度检验中出现泄露的液位计为 14 只,占到出现质量问题磁翻板液位计数量的58%,密封压力降较大的液位计为3 只,占有出现质量问题液位计的39%。
2.1 磁翻板液位计静水压力强度试验泄漏
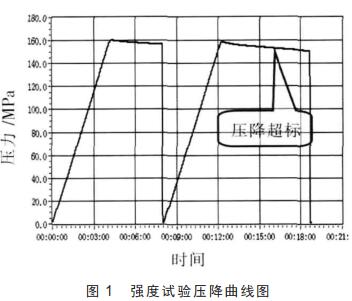
对于出现液位计盖漏现象的高压井口管进行全面检查,进行大量的调查分析可以发现,是因为液位计盖螺栓的预紧力达不到设计要求,引起在进行强度试压过程中液位计盖产生膨胀现象,液位计盖密封的部位产生滴水问题,把预紧力进行提高以后再进行试压并没有出现漏水问题。再就是井口液位计盖垫环密封面出现划痕的问题,会引起在进行强度试压过程中没有进行有效的密封,从而引起漏水的问,更换垫环之后再次进行试压漏水现象消失,具备的强度压降曲线如图 1 所示。
注脂孔漏水的问题,是由于注脂液位计没有按设计要求进行安装,引起在进行强度试压过程中会沿着螺纹部位向外不断漏水。再就是一些注脂管内部的钢珠由于没有回弹到准确的位置,以及液位计内部有质量问题不能进行回弹引起的注脂管结合的不够紧密而引起的漏水问题,进行修理之后再次试压时漏水现象消失。
复合密封圈原因引起的漏水问题,主要是由于该种密封圈是由丁晴橡胶材料加工而成,用于保持管盖部件和管杆的密封。该部件出现泄露主要是由于复全密封圈以上部位压盖没有紧固牢靠而引起的密封不好,再就是复合密装圈本身具备质量问题,或者出现损伤,引起密封质量达不到要求而产生漏水问题,更换密封圈之后再次进行试压,并没有再出现漏水问题。
2.2 密封试验压降超出标准范围
(1)闸板质量缺陷而导致压力降超标。闸板密封面部位进行喷焊硬质合金,对其进行抛光处之后,在对其进行安装操作时产生划痕,或者由于保存不合理而产生的闸板密封面出现划痕,在进行试压过程中会产生压力降超标的问题闸板喷焊面进行研磨时没有依据相关规范要求的进行,表面具备的精度达不到设计要求,如果表面产生波纹状的质量问题,在进行试压操作时就会产生压降超标的问题。
(2)管座密封面存有划痕以及密封圈损伤。管座密封面应用喷焊硬质合金进行处理过程中,密封面的研磨抛光操作时出现具有一定深度的划痕(如图 2),在实现密封性实验过程中,会出现压力降超出标准范围。 在管座部位中安装有两条像胶材质的密封圈,在进行密封性实验过中,管卒部位会和管体之间形成密封,如果密封圈出现损伤,就会引起液位计的压力降超标。
(3)波簧强度达不到设计要求。在对液位计座进行密封时,波簧弹力施加的作用力,浮动闸板以及管座部位可以有效的保证好密封面的紧密结合,但是出波簧强度不够,承受压力之后会出现塑性变形问题,使之不能恢复到原来的形状,不能有效的起到密封效果,引起在进行压力试验时出现密封性能下降而出现的泄漏问题。
(4)加工制造过程中误差达不到标准。井口液位计内部腔体管座相互间的加工制造误差较大,引起井口管板两侧的液位计座安装之后的距离超出合理数值,闸板和液位计座相互间没有办法实现更好的结合,在进行密封试验过程中,不起发挥出应有的密封效果,就会引压力降超出标准的问题。加工制造的尺寸如果太大,只有在对管座进行加工生产过程中,把液位计座具备的厚度加大,从而对管座与闸板相互间距离进行有效的弥补。
2.3 液位计材料质量的问题
在对磁翻板液位计装置进行试压测试检验时,一些液位计内的闸板和管座材料质量达不到设计要求。在酸性环境的条件下,检验井口液位计的材料都是 EE 级,而相关标准中要求井口液位计的管杆、管座和闸板都应该为不锈钢材料。可是在进行检验过程中,很多闸板、管座加工材料都是 35CrMo。对低合金钢材质和不锈钢材料的化学成分过行分析对比,从中可以发现不锈钢材料中的 Cr 成分会远大于低合金钢材料,随着 Cr 元素的含量不断变大,可以有效提高不锈钢材料的抗腐蚀能力。所以,针对应用环境的要求来看,低合金钢材料是无法取代不锈钢的,达不到相应的标准。
3 结语和建议
通过大量的试验内容和分析的结果中可以看出,很多出现质量问题的液位计都是由于进行安装时没有把预紧力调整到位,安装位置不够精确,或者零部位出现损伤引起的静水压试验达不到要求,这些质量问题都可以提前避免的。所以,厂家在进行磁翻板液位计制造过程中,必须做好质量控制,严格要求生产员工提高质量意识,加强职业道德素质,遵守生产制造流程的相关规定,做好高压井品液位计的出厂检验,从而有效提升液位计的质产制造质量。在对井口液位计装置进行加工装配时,必须要做好对管体和密封副相互间的误差,保柱加工制造精度和研磨精度达到设地要求,并严格控制好装配质量和精度,从而把液位计的密封性能进一步提升。还应该对液位计成品和相关配件的进行有效的保管,防止在保存过程中出现液位计相关部件的损伤,防止在使用过程中出现各类质量问题。
对于磁翻板液位计,应该加强入库的检验力度,从原业的一次检验合格率为 80% 提高到 90%。磁翻板液位计质量问题得到有效解决,性能方面显著提升。从原来的驻厂检验方式转换为现在的入库检验,一次检验不合格率>17%,有些批准的磁翻板液位计一次不合格率上升到 50%,对磁翻板液位计的质量问题进行深入调查研究,并把质量分析结果回馈给厂家,反达不到质量合格标准的产品进行返厂处理。通过上述处理方法,液位计的质量和性能有了很大的提升,一次合格率可以达到 90% 左右。之后会对磁翻板液位计性能进行全面分析,一些主要的构件化学元素含量、力学特性等进行深入的研究,从而不断的提升液位计生产质量。
上一条:磁翻板液位计在出厂前是如何对于其密封性能进行检测的?
下一条:差压变送器原理简述、常见故障分析及正确进行校检校准




- 相关文章
-
- 雷达液位计的作用 【2025-11-18】
- 雷达液位计使用注意事项 【2025-11-18】
- 雷达液位计安装注意事项全解析 【2025-11-14】
- 雷达液位计工作原理及相关说明 【2025-11-14】
- 差压变送器转换液位 【2024-01-05】
- 单法兰液位变送器生产厂商 【2023-12-27】
- 投入液位变送器厂家 【2023-12-31】
- 差压变送器液位零点迁移 【2024-01-01】
- 侧装浮球液位变送器 【2023-12-29】
- 液位变送器的接线方法 【2024-01-07】